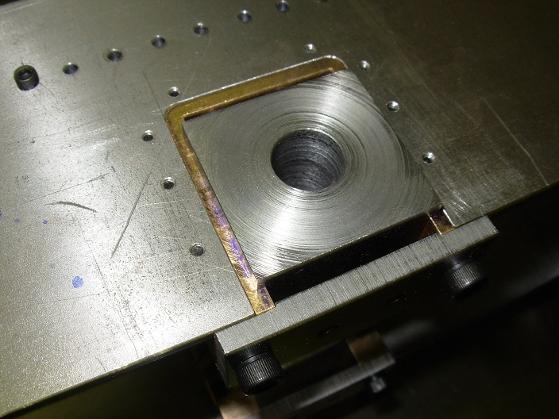
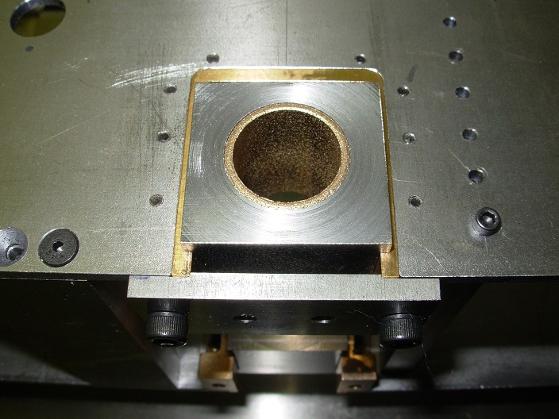
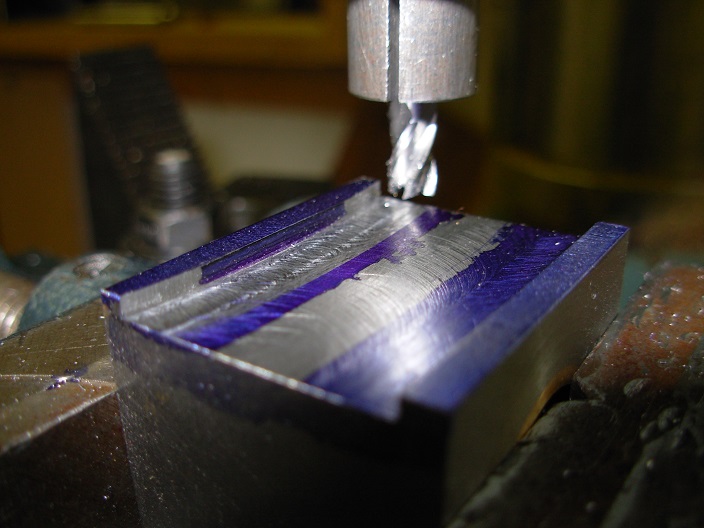
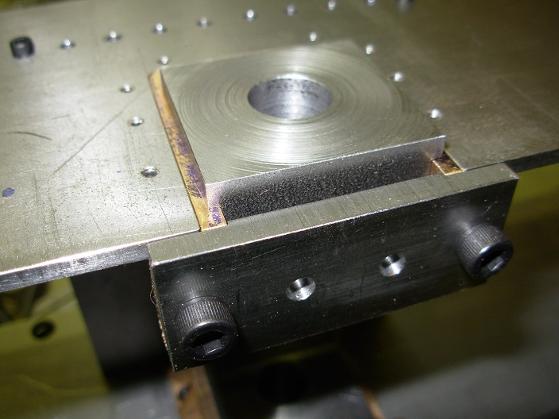
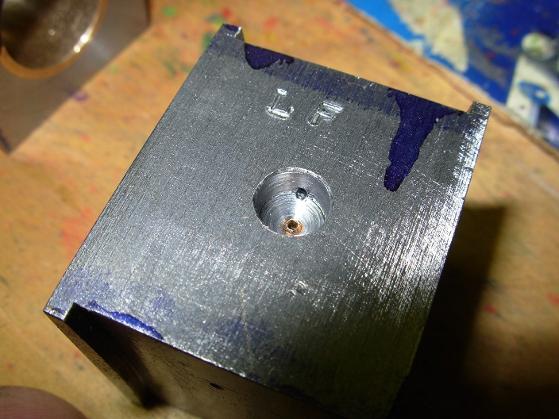
Each block was drilled, bored and reamed to final size for a press fit of a bronze bearing sleeve.
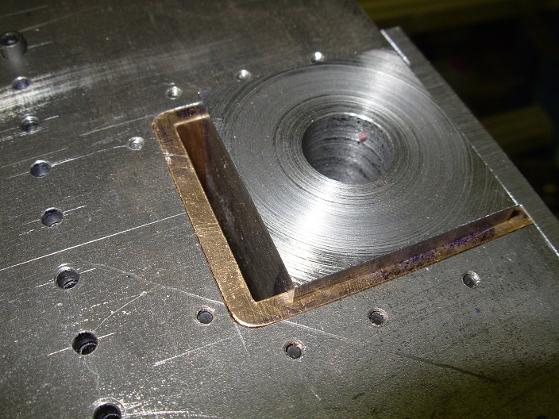
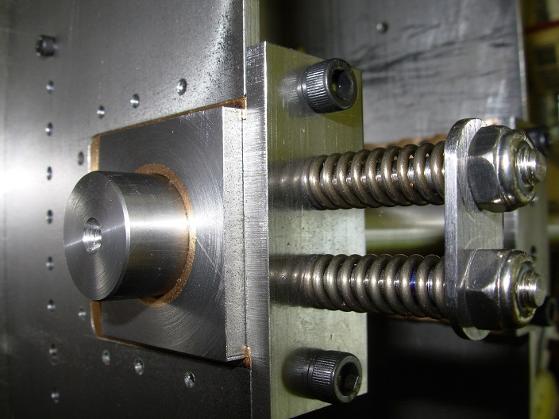
The flanges of the axle boxes must have a slight radius so each box can move up and down in the horn block independent of the other block on the same axle.
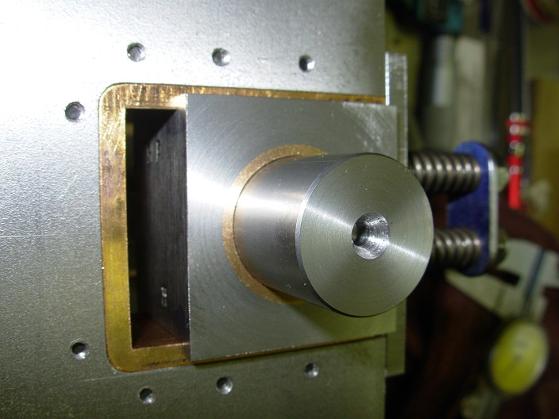
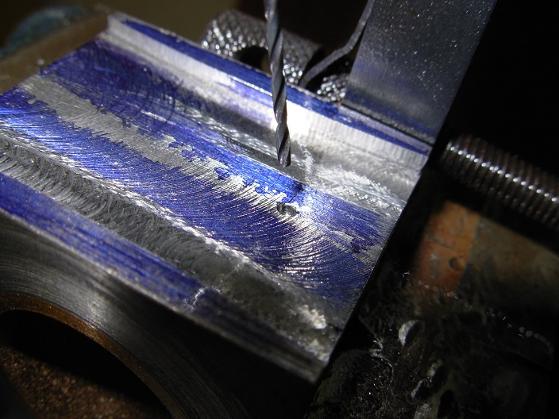
Each blocks is drilled for oil passages. One straight down to the axle, and one to each side to lubricate between the block and the horn block.