Then, the wheels were put on a mandrel, secured with a nut, and the front and the flange profile were finished.
The counter weight was machined to thickness on the shaper.
A jig was used to drill and ream for the crank pins.
The jig uses the axle hole for reference and is clamped to the edge of the wheel.
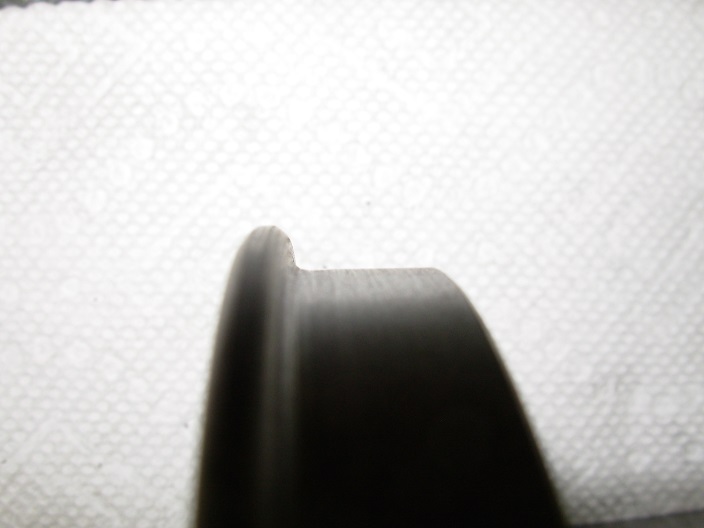
Another view of the wheel profile.
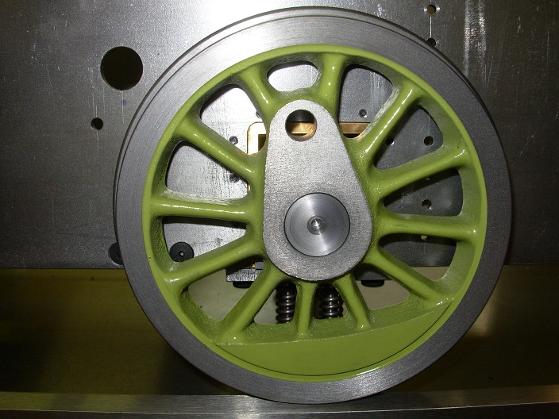
Wheel temporarily in place.